Absorber ze złożem stałym (PBA)
Co to jest proces absorbera z wypełnieniem (PBA)?
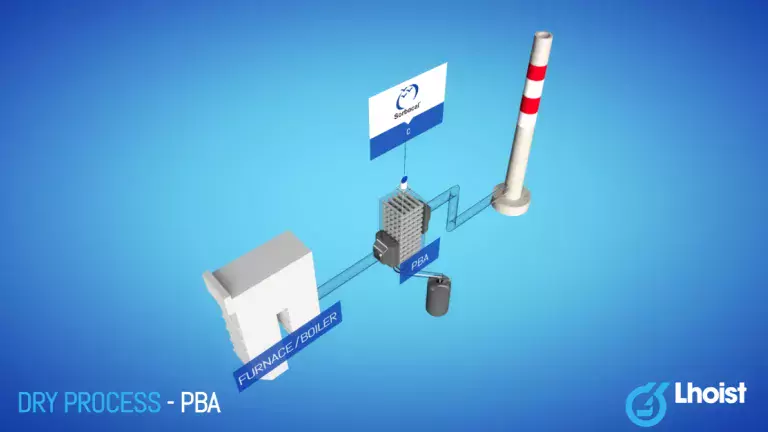
Ta technologia jest wykorzystywana głównie przez branże produkcji cegły i kafli na potrzeby oczyszczania gazów spalinowych pochodzących z pieców tunelowych. Najczęściej wychwytuje się HF, SO3 i HCl pochodzące z gazów spalinowych o ograniczonym natężeniu przepływu.
W procesie PBA spaliny przedostają się w przepływie krzyżowym lub wstecznym przez komorę reaktywną, która jest wypełniona granulowanym sorbentem. W wyniku grawitacji sorbent jest wciągany przez komorę reaktywną, po czym zostaje usunięty na dole PBA. Wydajność usuwania konwencjonalnego PBA przy użyciu naturalnego wapienia jest dość wysoka w przypadku SO3 i HF (> 95–98%), ale raczej ograniczona dla HCl (20–30%) i SO2 (10–20%).
Korzyści
Proces PBA jest szczególnie odpowiedni do procesów przemysłowych, w których następuje szczytowe uwolnienie zanieczyszczeń kwasowych. Dzięki temu to atrakcyjna rozwiązanie przy nowych zastosowaniach, takich jak odsiarczanie okrętowych silników wysokoprężnych.
Asortyment produktów Lhoist dedykowany PBA
W przypadku PBA standardowo wykorzystywany jest produkt Sorbacal® C, czyli sorbent z naturalnego wapienia CaCO3 w formie mączki kamienia wapiennego.
Aby uzyskać lepszą skuteczność usuwania, zalecamy stosowanie produktu Sorbacal® G w postaci sferycznych, granulowanych cząsteczek zawierających CaCO3 i Ca(OH)2. Szczątkowa zawartość Ca(OH)2 w połączeniu z większą porowatością i powierzchnią granulatu pozwalają uzyskać znacznie lepsze poziomy eliminacji, jeśli chodzi o HCl (>70%) i SO2 (30–35%). W przypadku wieloetapowego procesu PBA dla HCl i SO2 udaje się uzyskać nawet wyższe poziomy (>80%).
- Sorbacal® C
- Sorbacal® G