Absorvedores de coluna com enchimento (PBA)
O que é o processo absorvedores de coluna com enchimento (PBA)?
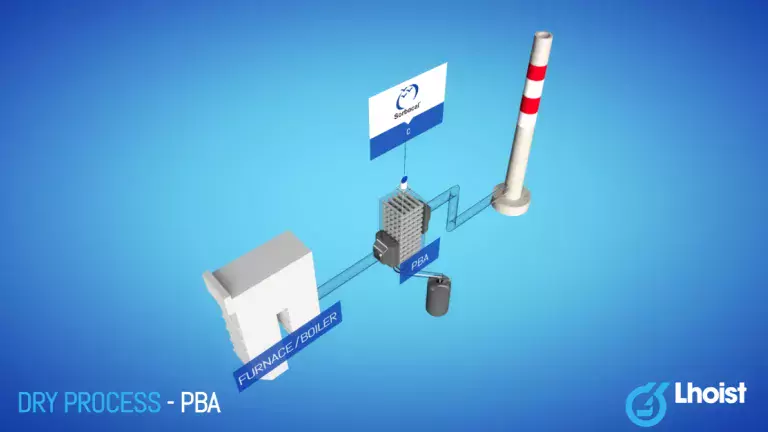
No processo PBA, os gases de combustão passam num fluxo cruzado ou contrafluxo através de uma câmara de reação preenchida com um adsorvente granular. A gravidade atrai o reagente através da câmara de reação, após o que é removido no fundo do PBA. O desempenho de remoção de um PBA convencional utilizando calcário natural é bastante elevado para SO3 e HF (> 95-98%), mas bastante limitado para HCl (20-30%) e SO2 (10-20%).
Um reactor de leito cheio é constituído por uma cuba cheia de material reactivo. Ao passar pelo vaso, os poluentes são capturados pelo enchedor. O enchimento precisa de ser substituído após um certo tempo, que varia de planta para planta.
Benefícios
O PBA é especialmente adequado para processos industriais com picos de libertação de poluentes ácidos. O Sorbacal® G aumenta de forma significativa o desempenho de remoção para o HCl e SO2. Isso torna-o numa alternativa atrativa em processos de PBA para novas aplicações, como a dessulfurização iminente de motores diesel marítimos.
Gama de produtos Lhoist dedicada a PBA
O Sorbacal® C, um adsorvente natural de calcário (CaCO3) sob a forma de "aparas", é habitualmente utilizado para PBAs.
Para um desempenho de remoção superior, recomendamos o Sorbacal® G: partículas esféricas granuladas compostas por CaCO3 e Ca(OH)2. O conteúdo residual de Ca(OH)2, em combinação com a porosidade e área de superfície superiores dos granulados, permite taxas de remoção significativamente superiores para o HCl (> 70%) e SO2 (30-35%). Com PBAs multifase foram atingidas taxas ainda superiores para o HCl e SO2 (>80%).